Factorio 比率計算の基本と組立機台数の出し方
赤・緑サイエンスや電子基板のラインを増やした途端、「なぜか一部だけ足りない」が起きるなら、感覚ではなく式で数える段階に入っています。この記事は、チュートリアル後から中盤にかけてバニラ2.xで安定量産したい人向けに、モジュールなしを前提とした生産比率の考え方を整理する内容です。 覚えることは多くありません。
Factorio 比率計算の基本と組立機台数の出し方
赤・緑サイエンスや電子基板のラインを増やした途端、「なぜか一部だけ足りない」が起きるなら、感覚ではなく式で数える段階に入っています。
この記事は、チュートリアル後から中盤にかけてバニラ2.xで安定量産したい人向けに、モジュールなしを前提とした生産比率の考え方を整理する内容です。
覚えることは多くありません。
1秒あたり生産量 = レシピ出力数 × 製作速度 ÷ レシピ時間、そして必要台数 = 目標生産量 ÷ 1台あたり生産量(端数切り上げ)の2つで、組立機が変わってもほぼ全レシピに応用できます。
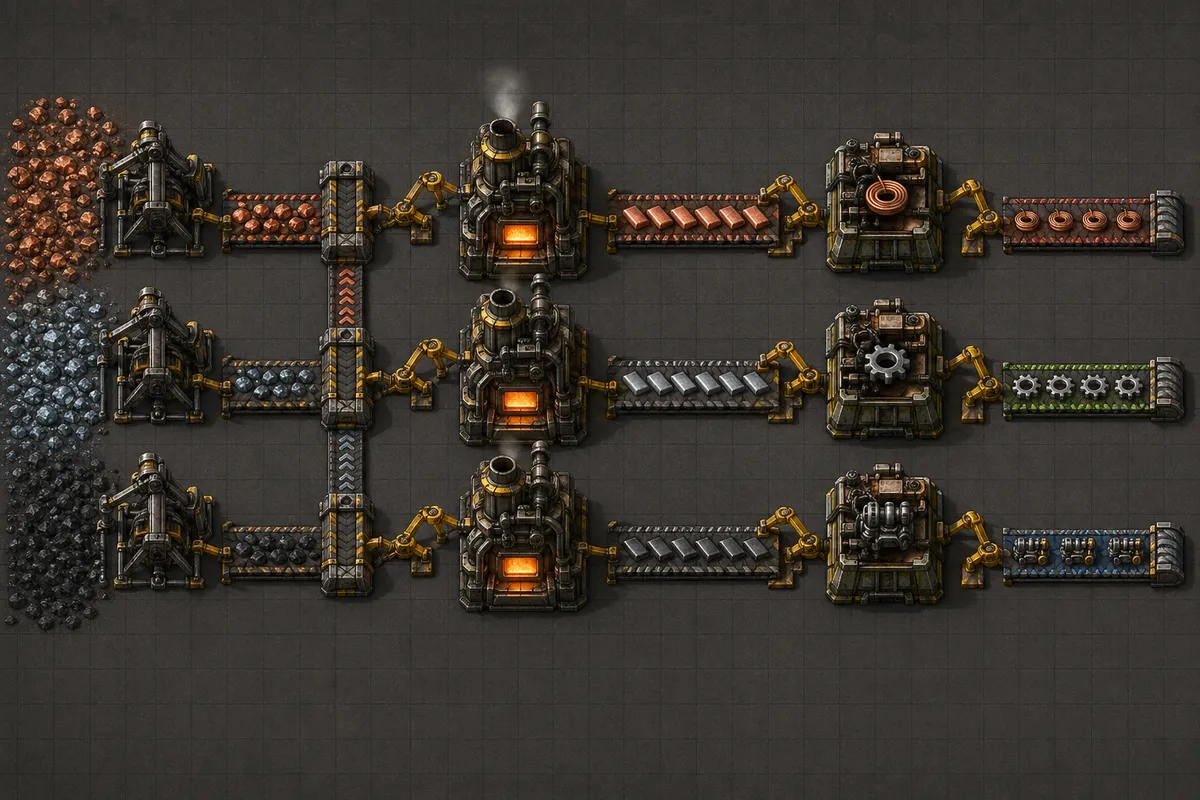
自分も緑サイエンスを伸ばしたとき、電子基板が枯れる原因を基板そのものだと思っていましたが、実際は銅線が真犯人でした。
こうした詰まりは比率で追うと一気に見えるようになり、増設も「足りなくなったら都度対処」ではなく、計画通りに進めやすくなります。
Factorioの比率計算で最初に覚える3つの前提
用語整理: レシピ時間・製作速度・出力数
比率計算で最初に揃えたい言葉は、レシピ時間、製作速度、出力数の3つです。ここが曖昧なままだと、同じレシピを見ているのに人によって必要台数の答えがズレます。
まず、ゲーム内で表示されるレシピ時間は、製作速度1を基準にした時間です。
手作業は速度1相当なので、表示時間はそのまま「手で作ったときの基準時間」と考えて構いません。
機械に入れた瞬間にこの数字がそのまま使われるわけではなく、実際のクラフト時間は表示時間 ÷ 製作速度で決まります。
『時間とゲームティック』の扱いもこの考え方です。
次に製作速度です。
バニラの組立機は、『組立機1』が0.5、『組立機2』が0.75、『組立機3』が1.25です。
同じレシピでも必要台数が変わる理由は、まさにこの値にあります。
表示時間が同じでも、組立機1は速度1の半分、組立機3は速度1より速いので、1台あたりの処理量が変わります。
そして出力数は、1回のクラフトで何個できるかです。
比率計算の式に入るのはこの3要素だけで、1台あたりの生産量は出力数 × 製作速度 ÷ レシピ時間で出せます。
前のセクションで示した式は、この言葉を正確に当てはめたものだと考えると整理がつきます。
自分が序盤で混乱したのもここでした。
組立機1に切り替えたのに「なぜか手作業より遅い」と感じたことがありましたが、実際には速度が0.5なので、表示時間のレシピが2倍の実時間になっていただけでした。
感覚では不具合っぽく見えても、式にするとすぐ腑に落ちます。

Time/ja
wiki.factorio.com対象バージョンと前提条件の宣言
この記事で扱う前提は、バニラ2.xです。
Factorioは拡張や周辺要素で計算条件が変わるので、ここを曖昧にすると「記事の通りに組んだのに合わない」が起きやすくなります。
『Space Age』は本編とは別仕様を含む拡張として切り分け、ここでは補足扱いに留めます。
もうひとつの前提は、モジュールなし・ビーコンなしです。
生産力モジュールは同じ入力から得られる出力を増やせますし、ビーコンは周囲の施設にモジュール効果を半分の値で転送できます。
ここまで入ると、同じ「組立機3で作るライン」でも必要台数が大きく変わります。
初心者向けの比率計算では、まず素の組立機だけで計算できる状態にしておく方が圧倒的に見通しが立ちます。
モジュールとビーコンは後半の発展編で、条件を明記したうえで別枠で扱うのが安全です。
この前提を先に固定しておくと、数字の意味がぶれません。
たとえば「赤サイエンスを増やす」「電子基板を倍化する」といった話をするときも、どの組立機を使っているのか、追加補正があるのかが決まっていれば、必要台数をそのまま計算できます。
工場設計で大事なのは式そのものより、式に入れる条件を揃えることです。
Space Age/ja
wiki.factorio.com手作業と組立機の関係
手作業と組立機は、計算ルールそのものは同じです。
どちらも「レシピ時間」「製作速度」「出力数」で整理できるので、考え方は一続きです。
手作業は速度1相当、組立機はそこに0.5、0.75、1.25といった速度補正が乗るだけです。
つまり、手で作れるものを機械で作るときに、ルールを覚え直す必要はありません。
ただし本記事では組立機を前提に話を進めます。理由は単純で、比率計算が本当に必要になるのは自動化ラインを伸ばす場面だからです。
ここで組立機ごとの違いも押さえておくと、設計の見通しが良くなります。
組立機は1〜3で速度が違うだけでなく、『組立機1』は流体レシピに非対応で、組立機2と3は流体レシピに対応します。
さらに、モジュールを使う土台になるのも組立機2以降です。
つまり、序盤の「とりあえず自動化する機械」と、中盤以降の「比率を詰めていく機械」は、同じ組立機でも役割が少し違います。
自分は序盤、手作業で問題なく作れていたものを組立機1に置き換えたとき、「自動化したのに詰まる」感覚を何度も味わいました。
原因はライン設計ではなく、単純に手作業の速度感覚をそのまま機械に持ち込んでいたことでした。
ここを切り分けて考えるようになると、組立機2に更新しただけで不足が消える場面と、台数を増やさない限り絶対に足りない場面がはっきり見えてきます。
比率計算は難しい公式を覚える作業というより、手作業の感覚を機械の速度に翻訳する作業だと捉えると入りやすいのが利点です。
組立機1 - Factorio Wiki
wiki.factorio.com組立機の必要台数を出す基本式
式の導出と単位合わせ
比率計算の中心になるのは、前のセクションで触れた2つの式です。
まず1秒あたり生産量 = レシピ出力数 × 製作速度 ÷ レシピ時間、次に必要台数 = 目標生産量 ÷ 1台あたり生産量です。
ここで大事なのは、式そのものより単位を揃えてから代入することです。
Factorioのレシピ時間は、製作速度1を基準に表示されています。
したがって組立機に入れた実際の処理量は、レシピの表示時間をそのまま使うのではなく、組立機の製作速度を掛けて換算します。
たとえば『組立機1』は製作速度0.5、組立機2は0.75、『組立機3』は1.25なので、同じレシピでも1台あたりの生産量は変わります。
ここで鉄板の消費量を計算してみましょう、という話と同じで、まず「1台が毎秒いくつ作れるか」に落とすと全体が見えやすくなります。
目標が個/分で置かれているときは、そのまま割り算しないのがコツです。
先に60で割って個/秒に直してから、1台あたり生産量の式に入れます。
逆に、1台あたりの生産量を個/秒で出したあとに分単位で見たいなら60倍します。
自分も最初はここを雑に処理して、計算自体は合っているのに必要台数だけズレることがよくありました。
原因はほぼ単位不一致です。
モジュールなし前提なら、式は素直です。
レシピ出力数、レシピ時間、組立機の製作速度の3つだけで決まります。
一方でモジュールありになると、『モジュール』の効果ぶんだけ式の前提が変わります。
生産力モジュールなら出力数側に補正が入り、速度モジュールやビーコン込みなら製作速度側が変わります。
つまり式を捨てるのではなく、補正後の出力増・速度増を式に入れ直して再計算する、という理解が正確です。
組立機3はバニラでも高い製作速度まで伸ばせるので、終盤は「レシピは同じなのに必要台数が別物」になりますが、考え方の土台は変わりません。
端数処理の原則: 常に切り上げ+少しの余裕

必要台数を出したら、端数は常に切り上げます。
2.1台なら3台、5.01台でも6台です。
理由は単純で、生産設備は離散的だからです。
2.1台分の能力が必要でも、実際に置けるのは2台か3台しかありません。
そして2台を選ぶと、その瞬間に必要量を満たしていない状態が確定します。
このとき「ほんの少し足りないだけ」と考えて切り下げると、ライン全体ではじわじわ不足が蓄積します。
自分の工場でも、端数を切り下げたときだけ中間素材の在庫がゆっくり減っていき、しばらくすると下流の組立機がたまに止まる、という崩れ方を何度も見ました。
いわゆる“ギリ足りない”は、その場では目立たなくても、分単位・十分単位で見ると確実に効いてきます。
ライン全体が少しずつ痩せる感覚になるのはこのためです。
切り上げに加えて、実運用では少しの余裕も有効です。
これは式を変えるというより、設計時に「理論上ちょうど」ではなく、上流や中間素材にわずかな余剰を持たせる考え方です。
ベルトは2レーン構造で、圧縮状態や分配のされ方で実際の流れ方が変わりますし、分配器は1:1分配が基本でも、取り出しの偏りで体感スループットが乱れる場面があります。
理論値ぴったりで組むと、計算上は正しくても現場では息切れしやすい構成になります。
💡 Tip
必要台数の計算結果がきれいな整数にならないときほど、切り上げた1台が効きます。中間素材ラインでは特に、この1台が下流の停止を防ぐ保険になります。
中間素材の目標値の決め方
組立機の必要台数を出すには、まず何を毎秒いくつ欲しいのかを決める必要があります。
完成品から逆算する考え方もありますが、実際に詰まりやすいのは電子基板や銅線のような中間素材です。
そこで目標値は、最終製品の必要量ではなく、ひとつ下の素材をどれだけ安定供給したいかから置くと設計しやすくなります。
考え方はシンプルで、たとえばあるラインを毎分で考えているなら、まず完成品の目標を個/分で置き、そこから必要な中間素材も同じく個/分で並べます。
そのうえで各素材を個/秒に直し、1台あたり生産量で割って必要台数にします。
こうすると、完成品だけ見ていると見落としやすいボトルネックが表に出ます。
自分が緑サイエンスを増やしたときも、問題は最終組立ではなく、その一段手前の供給量でした。
比率を見ると一目瞭然です。
中間素材は、完成品より少し高めの目標値で置くと安定します。
理由は、下流の消費が複数ラインにまたがることが多く、分岐や一時的な取り出し偏りが起こりやすいからです。
特に銅線のように需要先が密集しやすい素材は、理論ぴったりだと在庫が薄くなりやすく、下流のどこか一か所が欠けただけで全体が崩れます。
目標値を中間素材側で少し厚めに置いておくと、増設時にも流用しやすくなります。
ここでも基準はあくまでモジュールなしです。
生産力モジュールを入れるなら中間素材の必要量そのものが減る場面がありますし、速度モジュールやビーコンを絡めると1台あたり生産量も大きく動きます。
発展編で詳しく触れる領域ですが、基本の段階では「素のレシピを素の組立機で何台回すか」をまず固定し、その後に補正条件を式へ載せるほうが混乱しません。
組立機3の高速度運用まで視野に入れると計算の見た目は派手になりますが、設計の骨格はこの中間素材の目標設定で決まります。
具体例でわかる比率計算:銅線と電子基板
Step1: 銅線1台あたりの生産量
ここでは、銅線を作る組立機と電子基板を作る組立機のつながりを、1台ずつの生産量から組み立てていきます。
考え方は前述の基本式そのままで、まず銅線レシピの1クラフトあたり出力数と表示クラフト時間を確認し、そこに使う組立機の製作速度を掛けます。
組立機1なら製作速度は0.5、組立機2なら0.75、組立機3なら1.25です。
つまり、銅線1台あたりの生産量は銅線レシピの出力数 × 組立機速度 ÷ レシピ時間で求められます。
この段階で大事なのは、まだ電子基板の台数を考えすぎないことです。
先に銅線側から組み始めると、「銅線は何台あれば十分か」が感覚頼みになりやすいからです。
自分も最初は銅線を多めに置けば安心だろうと思って並べていましたが、実際には余ったり足りなかったりが激しく、比率が安定しませんでした。
中間素材は単独で見ても意味が薄く、誰がどれだけ食べるのかまでつないで初めて適正台数が見えます。
Step2: 電子基板1台あたりの銅線消費量とスループット
次は下流側、つまり電子基板です。
電子基板も同じく、レシピの出力数と表示クラフト時間、そして使う組立機の製作速度から、電子基板1台あたりの生産量を出せます。
ここで効いてくるのが、電子基板レシピに含まれる銅線の必要数です。
電子基板1個を作るのに銅線を何本消費するかがわかれば、電子基板1台が毎秒いくつ基板を作るかに対して、毎秒いくつ銅線を食べるかまで一気につながります。
式にすると考え方はシンプルです。
電子基板1台の生産量を E 個/秒、電子基板1個あたりの銅線消費を C 本とすると、電子基板1台あたりの銅線消費量は E × C 本/秒です。
ここで初めて、上流の銅線生産量と下流の基板消費量を同じ単位で比較できます。
この順番がスムーズなのは、設計の主役がたいてい下流だからです。
たとえば「電子基板をこれだけ増やしたい」という目標は立てやすい一方で、「銅線を何本/秒ほしいか」は単体では決めにくい構造です。
下流の必要量を決め、その消費量として上流を逆算する。
工場設計でもこの流れにしておくと、あとから赤基板やインサータに需要が広がったときも整理しやすくなります。
自分の工場でも、基板側を先に倍増したのに銅線供給を感覚で据え置いたときは、在庫が一気に消えました。
組立機は動いているのに、基板側だけ周期的に止まる。
こういう詰まり方をしたときは、ほぼ例外なく電子基板1台が食べる銅線量を数えていないのが原因です。
Step3: 目標生産量からの必要台数
ここから実際の台数に落とします。
流れとしては、まず電子基板の目標生産量を決める、次にその目標を満たす電子基板の必要台数を計算する、そのあとでその台数が消費する銅線量を合計し、銅線の必要台数を逆算する、という順です。
たとえば電子基板の目標を G 個/秒に置いたとします。
電子基板1台あたりの生産量が E 個/秒なら、必要な電子基板組立機はG ÷ E 台です。
端数は切り上げるので、ここで下流の実台数が決まります。
次に、電子基板1台あたりの銅線消費量が W 本/秒なら、電子基板ライン全体の銅線需要は電子基板台数 × W 本/秒です。
銅線1台あたりの生産量を K 本/秒とすれば、銅線組立機の必要台数は総銅線需要 ÷ K 台で出せます。
この計算の利点は、上流と下流の台数が一本の式でつながることです。
電子基板を2台増やしたら、銅線は何台増えるのか。
組立機1から組立機2へ置き換えたら、どちらの必要台数がどれだけ減るのか。
こうした変化を感覚ではなく比率で追えます。
特に組立機速度は、組立機1が0.5、組立機2が0.75、組立機3が1.25なので、同じレシピでも必要台数は大きく変わります。
比率計算では、レシピだけでなくどの組立機を前提にしているかがそのまま答えに出ます。
ここで一度、ライン全体を見る癖をつけると設計が崩れにくくなります。
電子基板4台を置いたのに銅線は2台のまま、というようなズレは、完成直後は気づきにくい点が厄介です。
ですが数分回すと、下流の片側だけがたまに止まり、バッファがじわじわ痩せていきます。
理論上の比率と実際の配置が一致していないときの典型的な症状です。
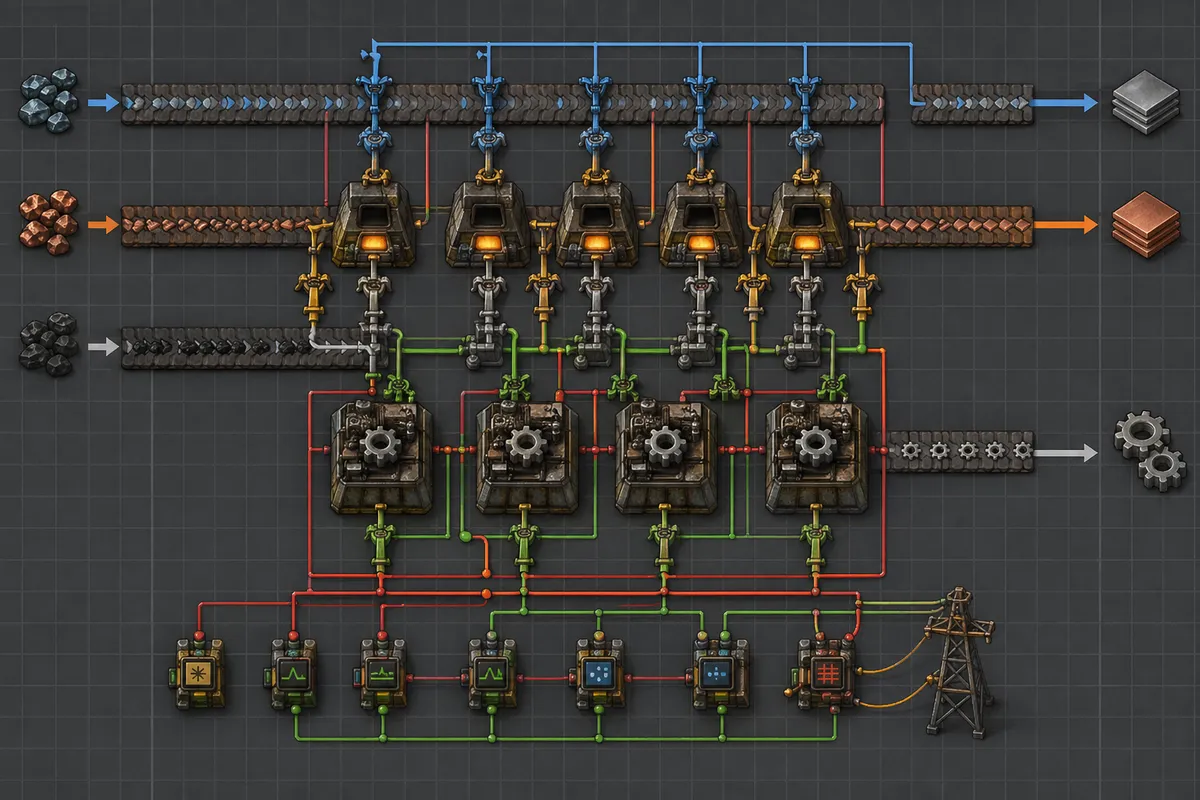
設計のコツ: 近接配置・直挿しが強い理由
銅線→電子基板の組み合わせは、比率計算だけでなく配置の考え方でも詰まりやすい代表例です。
理由は明快で、銅線は中間素材としての需要が大きいうえ、ベルトに流し始めると帯域を圧迫しやすいからです。
ベーシック搬送ベルトは理論上1本で毎分900個まで流せますが、銅線のように大量に出入りする素材を長距離輸送すると、その帯域を食います。
そこで効くのが、電子基板の隣で銅線を作る近接配置です。
さらに可能なら、銅線組立機から電子基板組立機へインサータで直接渡す、いわゆる直挿しに寄せると、ベルトに載せる銅線の量を減らせます。
銅板を運んで現地で銅線化し、その場で基板へ食べさせる形です。
この設計にすると、メインバス側の負担は銅線ではなく銅板中心になり、搬送の見通しが良くなります。
自分も基板ラインを増設したとき、最初は銅線をまとめて別区画で作ってベルト供給していました。
理論上の台数比は合っていたのに、実際にはベルト上の銅線が薄い時間が出て、基板が断続的に止まりました。
そこで基板のすぐ横に銅線組立機を寄せて、供給距離をほぼゼロにしたところ、在庫が一気に安定しました。
数字は変えていないのに現場の挙動が改善したのは、搬送がボトルネックだったからです。
理論比率が現実のラインで機能するかどうかは、配置で大きく変わります。
ℹ️ Note
銅線は「比率が合っているのに足りない」と感じやすい素材です。そう見えるときは計算ミスだけでなく、長距離搬送やベルト帯域の消耗を疑うと原因を絞りやすくなります。
初心者向けの丸め方: まずは“少し多め”で計画しよう
比率計算に慣れていないうちは、ぴったりの整数比を狙いすぎないほうが組みやすい設計です。
電子基板が n 台必要で、銅線が m 台必要だと出たら、まずは両方切り上げたうえで、銅線側だけさらに1台多めに見るくらいが扱いやすい構成です。
中間素材に薄い余剰を持たせる考え方で、特に銅線のような高頻度消費素材では効きます。
この丸め方が初心者向けなのは、ラインを動かしたときの観察がしやすいからです。
下流が止まるなら明確に不足、上流の箱やベルトに少しずつ溜まるなら余裕あり、と挙動で判断できます。
理論値ぴったりから始めると、ベルトの詰まり方や取り出しの偏りまで同時に見ないといけません。
少し余らせておけば、少なくとも「計算上の台数不足」か「搬送・配置の問題」かを切り分けやすくなります。
自分が初心者の頃も、銅線は毎回ぴったりを狙って失敗していました。
数字の上では足りているのに、現地では枯渇する。
その経験から、序盤から中盤のうちはまず多めに置いて動作を安定させ、あとで削るほうが早いと感じています。
比率計算は厳密さが強みですが、最初の実装では“少し多め”のほうがむしろ学びやすい点で優れています。
動くラインを基準にして調整すると、上流と下流のつながりが体感で掴めるようになります。
ベルト搬送量と照らしてラインが詰まらないか確認する
タイル/秒→個/秒の変換
比率計算で台数が合っていても、ライン全体が本当に流れ切るかはベルトの搬送量を別で見ないと判断できません。
ここで使う基本式はシンプルで、ベルトの理論搬送量 = タイル/秒 × 密度 × レーン数です。
『搬送ベルトの物理学』にある前提をそのまま使うと、ベーシック搬送ベルトは 1.875タイル/秒、密度は1レーンあたり4個/タイル、ベルトは2レーンなので、完全圧縮時の理論値は 1.875 × 4 × 2 = 15個/秒になります。
この換算を覚えると、「この素材は1本で足りるのか」がすぐ見えるようになります。
黄色ベルト1本は15個/秒、そこから高速搬送ベルトは2倍で30個/秒相当、超高速搬送ベルトは3倍で45個/秒相当です。
たとえば、ある中間素材が18個/秒必要なら黄色1本では不足、赤1本なら帯域上は通せる、という判断ができます。
自分は台数計算が終わったあと、必ず素材ごとの必要量をこの3つの基準に当てはめます。
ここを飛ばすと、式の上では正しいのに現場では片側だけ飢える、という典型的な詰まり方になります。
特にメインバス設計では、必要量をベルト本数に翻訳する工程を外すと設計が崩れます。
毎秒の必要量が見えていれば、1本で足りるのか、2本束ねるのか、そもそも現地生産に寄せるべきかを決めやすくなります。
机上の比率は生産設備の話で、ベルトは物流の話です。
この2つを同じ単位の「個/秒」にそろえると、ライン設計が一気に読みやすくなります。
Transport belts/Physics/ja
wiki.factorio.com圧縮・未圧縮の見分け方と回復テクニック
ここで見落としやすいのが、理論値15個/秒は完全圧縮されたベルトの数字だという点です。
ベルト上のアイテム間に隙間があると、その瞬間に搬送量は理論値より下がります。
黄色ベルト1本に15個/秒を流せるのは、2レーンともきっちり詰まっているときだけです。
台数比が合っているのに不足するケースは、この“入口の未圧縮”が相当多いです。
見分け方は単純で、ベルトを少し追って観察するとわかります。
アイテムが常に連続して流れていれば圧縮、ところどころに空白が見えるなら未圧縮です。
注意したいのは、分配器の前後や合流の直後で圧縮が崩れやすいことです。
分岐した片側だけ消費が弱い、2本を雑に合流した、インサータ投入が片レーン寄りになっている、といった配置だと、総量は足りているのにベルトの表面上はスカスカになります。
自分も「理論上は足りているのに詰まる」場面では、ほぼ入口側を疑います。
実際、原因は計算ミスより未圧縮のまま流し込んでいたことが多いです。
圧縮を作り直すと、止まり気味だった下流が一気に安定します。
数字を直していないのに改善するので、最初は不思議に見えますが、やっていることは単にベルトの実効搬送量を理論値に近づけているだけです。
回復の考え方も難しくありません。
供給ラインの出口でしっかり圧縮を作る、合流後に隙間が残らないよう流れ方を見る、片側レーンだけ薄いなら投入位置を見直す、という順で見ていくと原因を切り分けやすい印象です。
中間素材の入口が薄いままだと、下流の組立機は周期的に止まります。
特に銅線や基板のような高頻度消費ラインは、少しの隙間でも目に見えて効率が落ちます。
💡 Tip
理論比率どおりに組んだのにラインが詰まるときは、必要台数より先に入口ベルトが圧縮されているかを見るほうが早いです。自分の経験でも、詰まりの原因は配分ミスより未圧縮のほうが多く出ます。
分配器1:1分配とベルト本数の目安
分配器を使うときの基本は、1入力を2出力へ1:1で分けるという理解です。
十分に供給されている1本のベルトを分配器に通すと、理屈の上では左右へ半分ずつ流れます。
この性質があるから、バランサーは複数本の入力を均し、複数本の出力へ偏りにくく流せます。
『バランサーの仕組み』を読むと、この1:1分配の積み重ねで全体の偏りを抑えていることがわかります。
ただし、1:1分配は魔法の増幅装置ではありません。
15個/秒しか来ていない黄色1本を2本に分けても、出力2本がそれぞれ15個/秒になるわけではなく、合計15個/秒を半分ずつ扱いやすくしているだけです。
ここを勘違いすると、「2本にしたから余裕があるはず」と思ったまま、実際には両方の下流がじわじわ不足します。
分配器は供給量を増やすものではなく、供給を均すものです。
ベルト本数の目安は、必要量を理論搬送量で割ると整理できます。
たとえば必要量が30個/秒までなら赤1本が基準になり、45個/秒までなら青1本が基準です。
黄色基準で考えるなら、15個/秒を超えた時点で1本運用は厳しくなります。
ここではぴったり一致より、少し余裕を持たせる発想を怠ると後で詰まります。
理論値ぎりぎりで設計すると、分配器通過後の圧縮崩れや一時的な偏りがそのまま詰まりになります。
設計の実務感覚としては、まず必要量を個/秒に直し、その数字が黄色15、赤30、青45のどこに収まるかを見ると判断しやすくなります。
1本で収まるならそのまま、上限に近いなら余裕を見て上位ベルトか複数本、分配器を複数挟むなら圧縮維持まで含めて考える、という流れです。
比率計算は設備の不足を見つける道具ですが、分配器とベルト本数まで含めて見ると、ライン全体が詰まらず回る設計に変わります。
Balancer mechanics/ja
wiki.factorio.com組立機1・2・3の使い分けと、台数が変わる理由
速度が台数に与える影響
同じレシピを同じ目標量で回すなら、組立機の違いでまず効くのは製作速度です。
組立機1は 0.5、組立機2は 0.75、組立機3は 1.25。
前のセクションで使った式にそのまま入る値なので、速度が上がるほど1台あたりの処理量は増え、必要台数は減ります。
比率を見ると一目瞭然です。
組立機1を基準にすると、組立機2は同じレシピを1.5倍の速さで処理でき、組立機3は2.5倍の速さで処理できます。
組立機1で10台必要だった工程は、条件が同じなら組立機2では約7台、組立機3では4台に近い感覚まで減ります。
ぴったり整数にならない場面はありますが、設計上の意味は明確で、設備更新はそのまま台数更新です。
自分も序盤は組立機1のまま押し切ることがあります。
赤サイエンスや基礎部品の自動化では、それで十分回る場面が多いからです。
ただ、中盤に入って組立機2へ切り替えたり、終盤に組立機3へ置き換えたりすると、以前の「必要台数」がそのまま使えなくなります。
同じ設計で機械だけ3に替えたら、下流が十分動いているのに中間素材が余り始める、というのは典型例です。
これはラインが壊れたのではなく、機械1台の生産能力が上がったのに、旧台数のまま残しているだけです。
種類と用途の全体像は『組立機』を見ると整理がつきます。
実務感覚で言えば、序盤は「まず自動化する」ことを優先して組立機1でも問題ありません。
そこから研究と電力が整って設備を更新した時点で、レシピは同じでもライン比率は別物になると考えたほうが設計を崩しにくい点が特徴です。
Assembling machine/ja
wiki.factorio.com流体レシピ・モジュール対応の差
速度だけでなく、そもそも作れるものが違う点も見逃せません。
組立機1は流体レシピに対応していませんが、組立機2と組立機3は対応しています。
さらにモジュールを入れられるのも組立機2と3です。
組立機1は「遅い版」ではなく、対応範囲そのものが狭い設備です。
比較すると整理できます。
| 項目 | 組立機1 | 組立機2 | 組立機3 |
|---|---|---|---|
| 製作速度 | 0.5 | 0.75 | 1.25 |
| 流体レシピ | 非対応 | 対応 | 対応 |
| モジュール | 非対応 | 対応 | 対応 |
| 主な使い所 | 序盤の基本自動化 | 中盤の汎用ライン | 終盤・高効率ライン |
この差は、単に「速い・遅い」の比較で終わりません。
たとえば中盤以降は、流体を使うレシピを組む段階で組立機1が候補から外れますし、モジュール前提の高効率化を始めた瞬間に組立機2か3へ設計思想を移す必要が出ます。
ここで台数計算が再度必要になるのは、速度上昇に加えて、モジュール補正という新しい前提が入るからです。
モジュールなしのラインは計算が素直で、初心者でも追いやすく、序盤の安定感が増します。
一方で、生産力モジュールを入れると出力側の考え方が変わり、ビーコンまで使い始めると前提を書き添えないと比率表が意味を持ちにくくなります。
組立機3はバニラでも速度3モジュールと12ビーコン構成で最大製作速度 11.25 まで伸ばせるので、素の1.25だけを前提にしていた台数表は別物になります。
終盤のラインで「台数が妙に少ない設計」を見かけるのは、この補正込みで組まれているからです。
更新時のチェックリスト

設備更新で失敗しやすいのは、機械だけ差し替えて、比率を古いままにすることです。
特に組立機1→2、2→3はライン全体のバランスが崩れやすく、上流過多や下流飢餓が一気に表面化します。
自分も最初は「上位機にしたのだから良くなるはず」と置き換えだけで済ませていましたが、実際には材料が余る工程と足りなくなる工程が同時に出ました。
比率を見直すと、台数を減らしたほうが目標量にきれいに揃う場面が相当多いです。
更新時は、次の順で見ていくと崩れにくい設計です。
- 変更後の組立機速度で、各工程の1台あたり生産量を計算し直す
- 目標量に対する必要台数を、工程ごとに再計算する
- 流体レシピの有無を確認し、組立機1のまま残せない工程を切り分ける
- モジュールを使う工程は、モジュールあり前提で別計算にする
- 再計算した消費量をもとに、ベルト本数や分岐量との整合を見る
ℹ️ Note
組立機3へ更新したあとに中間素材が余るなら、供給不足ではなく旧台数のまま作りすぎている可能性が高いです。自分の経験でも、この段階は増設より先に台数の引き算をしたほうが整います。
中盤以降の再計算が重要なのは、組立機の更新が単独で終わらないからです。
1工程だけ速くなると、その前後の工程、ベルト帯域、分配比率まで連鎖して変わります。
序盤に組立機1で作った比率は、あくまでその時点の設備条件に最適化されたものです。
研究が進み、組立機2や3、さらにモジュールが入る段階では、同じレシピでも必要台数は別計算になると捉えるのが正確です。
よくある失敗:比率が合っているのに足りない原因
チェックポイント: ベルト→インサータ→機械→電力の順で診断
比率どおりに台数を並べたのに足りないときは、計算が間違っているとは限りません。
実運用では、理論値の前提になっていた「材料が詰まるほど来る」「機械に十分な速度で入る」「機械が設定どおり動く」のどれかが崩れていることが多いです。
自分はこの手の不調を、ベルト、インサータ、機械、電力の順で見ます。
理由は単純で、入口側から潰したほうが原因を切り分けやすいからです。
最初に見るのはベルトの圧縮状態です。
ベーシック搬送ベルトは理論上、1本で毎分900個まで流せますが、これは両レーンがしっかり埋まっていることが前提です。
合流部で片側だけ薄い、カーブ直後で詰まり方が悪い、分岐後にレーンバランスが崩れている、といった配置だと、ベルト速度そのものは足りていても実効供給量はすぐ落ちます。
特に電子基板まわりのように投入密度が高いラインでは、ベルトが「動いている」だけでは不十分で、入口の前まで圧縮を維持できているかを見る必要があります。
次に疑うのがインサータです。
ここは見落とされやすいのですが、比率計算はしばしば「機械に必要量が瞬時に入る」前提で組まれています。
ところが実際には、長手方向に遠回りする置き方をしていたり、投入と排出を同じ側で窮屈に処理していたり、スタックサイズが欲しい工程なのに基本インサータのままだったりすると、入らない/出ないが起きます。
理論上は合っているのに出口が軽いラインは、機械より先にインサータが詰まっていることが珍しくありません。
自分も、台数もベルト本数も合っているのに妙に生産が伸びない場面で、インサータ1つをスタックインサータへ替えただけで一発で解決したことが何度もあります。
機械側では、レシピ変更で生産力バーがリセットされる点も見逃せません。
生産力モジュールを使う構成では、このバーの積み上がりが実出力に効いています。
同じ見た目の組立機でも、レシピを差し替えた直後はバーが空になり、しばらくは想定より軽い状態で流れます。
設計図を流用して別レシピに切り替えたときや、一時的な再設定をしたときに「計算より少ない」と感じる原因はこれであることが多いです。
比率表は定常運転を前提にしているので、立ち上がり直後だけ弱いという挙動は別枠で考えたほうが実態に合います。
機械まわりでもう1つ多いのが、モジュール条件の不統一です。
一部だけ速度モジュール入り、別の列だけ生産力モジュール入り、古い組立機が混ざっている、といった状態では、机上の比率はその瞬間に崩れます。
特に増設を継ぎ足しで進めると、同じレシピのはずなのに列ごとに実効速度が違い、上流だけ余る、下流だけ飢えるという形で現れます。
数字が合っているのに再現しないときほど、設備条件を揃えていたつもりで揃っていないケースを疑うと早いです。
電力と上流素材の確認も欠かせません。
鉄板や銅板の供給が細っていると、下流でどれだけ比率を整えても埋まりませんし、炉群や採掘側が安定していないと、症状は下流ラインの不調として見えてきます。
燃料式設備が混ざる序盤は燃料切れ、中盤以降は電力不足による稼働低下が典型です。
見た目ではベルトの問題に見えても、実際には銅板が周期的に欠けているだけということもあります。
💡 Tip
「比率は合っているはずなのに出口が軽い」ときは、計算の再実行より先に入口ベルトの圧縮とインサータの仕事量を見ると原因が見つかりやすいため、実用性が高い構成です。台数不足より搬送不足のほうが、現場ではよく起きます。
症状別対処: 入口が痩せる/出口が詰まる/周期的に止まる

症状が見えているなら、原因もある程度絞れます。
まず入口が痩せる場合は、上流不足か、ベルト未圧縮か、インサータ投入不足のどれかです。
ベルトの片レーンだけ薄いなら合流や分岐の設計を疑うべきですし、ベルトは埋まっているのに機械内の材料が少ないなら、投入インサータの能力不足が濃厚です。
銅板や鉄板の供給そのものが安定していない場合は、下流の計算をいじっても改善しません。
原料ライン、製錬、燃料、電力まで遡ると、原因が素直につながることが多いです。
反対に出口が詰まる場合は、その工程が強すぎるか、排出側の処理が弱すぎます。
よくあるのは、機械台数の比率は正しいのに、完成品を出すインサータが追いつかず、内部に製品が滞留して次クラフトへ進みにくくなるケースです。
スタックサイズが効く工程や高速化した終盤ラインでは、排出側の詰まりがそのまま生産低下に直結します。
ここでも「機械の生産能力」ではなく「取り出し能力」がボトルネックになっていないかを見ると整理できます。
周期的に止まるラインは、瞬間供給は足りても平均供給が足りていないことが多いです。
しばらく動いて止まり、また少し動く、を繰り返すなら、上流からの補充が波打っています。
メインバスから複数工程が同時に吸っていて、一時的にどこかが食い尽くす形も典型です。
電力不足でも似た症状が出ますが、その場合はライン全体の稼働が鈍るので、複数箇所が同時に重くなります。
単一工程だけが波打つなら、素材供給か搬送取り回しの問題であることが多いです。
生産力モジュール入りのラインでは、レシピ差し替え後に一時的な失速が混ざるため、周期停止と見分けにくい場面があります。
このときは、材料待ちで止まっているのか、排出待ちで止まっているのか、単に生産力バーが積み直し中なのかを見分けると判断しやすくなります。
バーがリセットされた直後は、定常時の感覚で見ると明らかに軽く感じますが、これは比率崩壊というより設定変更に伴う立ち上がり損失です。
運用のコツ: 予備台数とバッファチェストの置き所
比率設計を安定させるうえで効くのは、全工程をぴったり理論値で縛ることより、崩れたときに吸収できる余地を少しだけ持たせることです。
自分は消費が大きい中間素材や、インサータ能力が張り付きやすい工程に限って、最小台数ぴったりではなく予備を持たせます。
これは計算を捨てるという意味ではなく、搬送や起動ロスを含めた現場側の余白です。
特に電子基板やその周辺は、小さな供給の細りが下流で大きく見えるので、予備1列の価値が高いです。
バッファチェストも、置き所を絞ると効果的です。
どこにでも置くと問題を隠すだけですが、供給が波打ちやすい上流素材の出口や、列車・メインバスから工場ブロックへ受け渡す境目に置くと、短い欠けを吸収しやすくなります。
逆に、詰まりやすい完成品の直後へ大きなバッファを入れると、排出側の弱さを見えにくくすることがあります。
バッファは「不足の原因を消す装置」ではなく、「一時的な揺れをならす装置」と考えたほうが手に馴染みます。
運用で崩れやすいラインほど、モジュール条件を統一しておく意味も大きくなります。
同じ工程に別条件の組立機が混ざると、予備台数を足しても挙動が読みにくくなります。
速度と生産力のどちらを優先するかを工程ごとに決め、その条件で列単位に揃えると、足りない原因が見えやすくなります。
現場で困るのは、計算そのものより前提が混ざっている状態です。
そこを揃えるだけで、比率どおりの台数がちゃんと比率どおりに働くようになります。
発展編:モジュール・ビーコン・Space Ageで計算はどう変わるか
式への落とし込み: 生産力補正と速度補正の入れ方
ここから先は、基本式を壊すのではなく、どこに補正を掛けるかを増やすだけです。考え方の軸は同じで、1台あたり生産量を求め、その逆算で必要台数を出します。
まず生産力モジュールは、同じ入力からより多くの出力を得る補正として扱います。
重要なのは、これは中間生産物に対して使う前提で考えることです。
計算上は、これまで式に入れていたレシピ出力数へ生産力補正を掛けます。
材料消費の速さをそのままに、1クラフトあたりの取り分だけが増える形です。
現場感覚でいうと、投入ベルトの細り方は変わらないのに、完成品側だけ少しずつ得をするので、上流原料が重いラインほど効きます。
一方の速度モジュールは、製作速度そのものを押し上げる補正です。
こちらは式の製作速度に加算して考えるのが素直です。
生産力補正が「1回で何個出るか」を増やすものだとすれば、速度補正は「1秒あたり何回回せるか」を増やすものです。
両方を同時に使うと、式の中で役割がはっきり分かれます。
出力側には生産力、回転数側には速度、という整理をしておくと計算を間違えにくい傾向があります。
自分はこの段階でまずモジュールなしの基準値を出し、次に生産力モジュールを適用した場合、必要なら速度モジュールやビーコンの効果を段階的に重ねて再計算する、という順序で検証するのをおすすめします。
いきなり全てを同時に入れると、原因の切り分けが難しくなるためです。
ビーコン配置の基礎
ビーコンは、入れたモジュール効果を周囲へ飛ばして、機械本体に直接差さなくても補正を与えられる設備です。
基礎として押さえたいのは、効果範囲は9×9で、しかも転送される効果は元の半分だという点です。
ここを知らないまま計算すると、理論値がきれいに半分ずれてしまいます。
実務的には、ビーコンは「速度補正を広域に配る装置」として考えると見通しが立ちます。
機械本体に生産力モジュールを入れ、周囲のビーコンで速度を足していく構成にすると、入力効率と処理速度の両立がしやすくなります。
特に終盤の中間素材ラインでは、この組み方が比率計算の中心になります。
配置で効いてくるのは、何台のビーコンが1台の機械に重なるかです。
同じビーコンでも、置き方しだいで受ける総補正が変わるので、計算対象は「ビーコンを置いた」ではなく「この組立機が何基から半減効果を受けているか」になります。
ここを数え落とすと、台数見積もりだけ合って搬送が全然追いつかない、あるいは逆に機械が少なすぎて飢える、というズレが出ます。
ℹ️ Note
速度ビーコン網に載せた瞬間、同じ面積のラインでも流量が一段どころか別物になります。体感では「工場を横に伸ばす」より「既存ブロックの回転数を上げる」感覚に近く、そこで初めて電力と供給網のほうが主役のボトルネックになります。
組立機3の高速度例(11.25)の読み解き
組立機3は素の製作速度が1.25ですが、バニラでは12ビーコンと速度3モジュール構成で理論上11.25まで伸びます。
この数値が出てくると、初めて見たときは別ゲームのように感じるはずです。
実際、同じレシピでも必要台数の感覚が大きく変わります。
読み解き方はシンプルで、11.25というのは「組立機3の素の回転が増えた結果」です。
基本式の製作速度欄に入る値が1.25ではなく11.25相当になるので、1台あたり生産量が一気に跳ね上がるわけです。
機械の台数だけ減らして満足しないことです。
機械が少なくなるほど、1台停止したときの影響が重くなり、材料投入や製品排出の詰まりがそのまま全体の落ち込みになります。
この速度帯では、前の節で触れた搬送側の限界が急に前面へ出ます。
ベルト、インサータ、上流供給のどれかが鈍るだけで、高速化した組立機がすぐ待機に入るからです。
自分もメガベースでよくありますが、比率表の上では完璧でも、実地では「機械は足りているのに材料が触れた瞬間に消える」状態になります。
ここまで来ると、設計の主役は機械台数ではなく、その速度を支え切る供給断面をどう作るかへ移ります。
Space Ageは別章に分離

Space Age まで含めて一気に計算したくなりますが、本編の比率計算とは切り分けて考えたほうがです。
理由は明快で、Space Age では品質や特殊効果といった別仕様が混ざり、単純な「レシピ出力数」と「製作速度」だけでは扱いにくい条件が増えるからです。
バニラ本編の範囲なら、モジュールとビーコンを足しても、式の骨格はまだ保てます。
ところがSpace Ageまで含めると、同じアイテムでも期待値の考え方や分岐条件が入ってきて、基本比率の記事としては焦点がぼやけます。
だからこの章では、本編の延長として扱えるのはモジュールとビーコンまでと線を引いておくのが実用的です。
拡張は本編に上乗せというより、計算前提そのものが増える内容です。
比率設計を学ぶ順番としては、まずバニラで生産力補正と速度補正を式に入れられるようになり、その後で拡張固有の条件を別枠で扱うほうが理解しやすくなります。
ここを分離しておくと、基本式がぶれず、どこからが上級仕様なのかもはっきり見えます。
手を動かす:今日から使える計算フローとチェックリスト
3行フォーマットの使い方
ここは難しく考えず、紙でもメモ帳でもよいので3行だけ書けば回り始めます。
自分が普段使う形は、目標/秒 → 1台/秒 → 必要台数です。
比率計算を頭の中だけで済ませようとすると、機械台数とベルト本数が混ざって事故りやすいので、まずはこの順番に固定します。
まず電子基板ラインを、組立機2で組む前提に置きます。
組立機2の製作速度は0.75なので、電子基板の公式ページにあるレシピ出力数とクラフト時間が分かれば、1台あたりの毎秒生産量はその場で出せます。
書き方は次の形です。
- 目標/秒:このラインで毎秒いくつ電子基板が欲しいか
- 1台/秒:電子基板のレシピ出力数 × 0.75 ÷ クラフト時間
- 必要台数:目標/秒 ÷ 1台/秒
この3行のよいところは、途中で何を直せばよいかが見えやすいことです。
目標が変わったなら1行目だけ、機械を組立機3へ更新したなら2行目だけ、必要台数はその結果として自動的に更新されます。
計算の骨格を毎回作り直さなくて済むので、拡張中でも迷いません。
電子基板は周辺の銅線や鉄板供給も絡むので、実際にはその先の比率まで追う場面が出ます。
ただ、入口はこの3行で十分です。
自分も最初は巨大な比率表を作ろうとして止まりましたが、結局いちばん使ったのはこの最小フォーマットでした。
現場感覚で言うと、設計図というよりレシピカードに近いです。
1ラインごとに1枚作っておくと、後で赤サイエンスや緑サイエンスを伸ばしたときも、どこを何倍にするかを即座に見直せます。
ℹ️ Note
自分は「電子基板・組立機2・モジュールなし」のように前提も一緒に書いたカードを残しています。突貫で増設するときほど、この前提メモが効きます。数字そのものより、「何を前提に出した数字か」が残っているだけで、拡張時の食い違いが減ります。
ベルト照合チェックの手順
機械台数が出たら、その数字をそこで終わらせず、ベルトが受け止められるかまで並べて見るのが次の一手です。
黄色ベルトは理論上15個/秒流せるので、計算した目標/秒または機械群の合計出力/秒が、この値を超えるかどうかを照合します。
手順はシンプルです。
まず3行フォーマットで電子基板の必要台数を出します。
次に、その必要台数 × 1台/秒でライン全体の毎秒出力を確認します。
ここで合計が15個/秒以下なら、黄色ベルト1本で理論上は支えられます。
15個/秒を超えたら、機械比率は合っていても搬送側が詰まるので、設計の論点は機械ではなく物流に移ります。
不足したときの対処は、考える順番を固定すると楽です。
自分はまず赤ベルトや青ベルトへの更新を見ます。
それでも分岐や合流が多くて流れが崩れるなら、ベルト本数を増やすほうが素直です。
さらに電子基板のように中間素材の受け渡しが激しいラインでは、近接配置も効きます。
機械比率を合わせても、銅線側と電子基板側が離れているだけで、実地では投入が波打って理論どおりに流れないことがあるからです。
ここで見ているのは、「1本のベルトに載るか」だけではありません。
どの区間が15個/秒に近づくかまで見えてくると、増設ポイントが明確になります。
メインバスから引いた直後は余裕があっても、合流後だけ飽和することがありますし、完成品ベルトは余裕でも入力素材ベルトが先に苦しくなることもあります。
比率表だけでは見えない詰まりを拾うには、機械出力とベルト理論値を同じ単位の「個/秒」で並べるのがいちばん速いです。
再計算が必要になるトリガー一覧
比率計算は一度やって終わりではなく、前提が変わった瞬間に更新するものです。
ここを運用として固定しておくと、工場が大きくなっても破綻しにくくなります。
自分が再計算の合図として扱っているのは、次のような変化です。
- 増設したとき
同じラインを横に足しただけでも、合計消費量と合計出力が変わります。上流の鉄板や銅板、下流の搬送ベルトまで連鎖して見直し対象になります。
- 組立機を更新したとき
組立機1から2、2から3へ替えるだけで、1台あたり生産量が変わります。必要台数が減る一方で、1台停止の影響や瞬間消費は重くなります。
- モジュールを入れたとき
生産力モジュールでも速度モジュールでも、式のどこかが変わります。モジュールなしの台数表をそのまま使うと、過不足がきれいにずれます。
- ビーコンを導入したとき
同じ組立機でも、受けている補正量が別物になります。ビーコン数や配置を変えたら、以前の台数メモは別ライン扱いです。
- ベルト段階を更新したとき
黄色で詰まっていたラインは赤や青で解決することがありますが、逆に搬送に余裕が出ると今度は上流供給不足が表面化します。
ベルト更新は物流だけでなく、生産計画の見直しトリガーでもあります。
- 配置を詰めたとき
近接配置に変えると、投入や排出の取り回しが変わります。
理論値は同じでも、実際の流れは改善することがあるので、再配置後のライン能力は別物として見たほうが整います。
この再計算を面倒な作業にしないために、自分は前述のレシピカード方式で回しています。
電子基板なら「使う組立機」「モジュール有無」「狙う毎秒生産量」「必要台数」「何本のベルトで受けるか」を1枚にまとめ、拡張のたびにそこだけ直します。
この形にしてから、急いで赤・緑サイエンスや中間素材を増やしたときでも、「台数は足したのにどこかが餓死する」という事故が減りました。
数字を覚えるより、再計算する入口を固定するほうが、長い工場では効きます。
まとめ
比率計算は、式だけ先に覚えるよりも、下流の必要量から逆算し、ベルトで受け切れるかまで確認する流れで固めると崩れにくい設計です。
自分は組立機の速度差とベルトの理論値を最小限の暗記セットとして持ち、設計時はそこから外れた部分だけ計算します。
ラインが伸びないときは、まず未圧縮、次にインサータ、そして上流不足の順で潰すと原因を切り分けやすくなります。
生産力モジュールや速度モジュール、ビーコンまで入る段階では、式そのものよりどの前提で出した数字かを明記することが設計品質を左右します。
Takuma
Factorio 3,000時間超。1k SPM メガベースを複数パターンで達成した生産ライン設計のスペシャリスト。本業のプラントエンジニアの知識を工場最適化に応用しています。